行業資訊
輔助設備
本文作者:東方壓鑄機床 發布日期:2013-01-07
在壓鑄生產中,除了在壓鑄機上完成產品的壓鑄成型外,還需要完成模具清理、噴涂脫模劑、模具預熱、合金熔煉、熔體輸送、向壓室澆料、取件等多項工作。壓鑄對象是高溫熔體,需要在壓鑄前先完成合金熔煉,且壓鑄須在高速度、高壓力和對工藝參數良好控制的條件下完成,因此,為保證充分發揮壓鑄機的高生產率和效能的優點,同時,為了減輕勞動強度,改善工作環境,避免傷害操作人員,壓鑄機需要配置熔化爐、自動噴霧機、澆注機械手、取件機械手、模溫機等輔助設備。
產品推薦

型號:J213D;合型力:300kN;拉桿內間距(水平×垂直):240×240mm;壓射力:30kN;壓型厚度(最小/最大):120/320mm;動型板行程:200mm;頂出力:30kN;頂出行程:5...

型號:J213E;合型力:380kN;動型板尺寸(水平×垂直):270×270mm;壓射力:45kN;壓射全行程:110mm;頂出力:45kN;鑄件最大投影面積:134c㎡;葉片泵工作壓力:9MPa;...

型號:J113B;合型力:250kN;動型板行程:200mm;壓射力(增壓):35kN;壓型厚度:最小120mm/最大320mm;頂出力:35kN;頂出行程:50mm;壓室直徑:25/30mm;鑄件最...
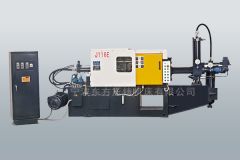
型號:J116E;合型力:630kN;動型板尺寸(水平×垂直):480×480mm;壓型厚度(最小/最大):150/350mm;頂出力:52kN;壓射力(增壓):90kN;壓射行程:282mm;標準壓...